
Trochoidal versus Traditional Milling
Sutton Tools’ Key Market Manager Jeff Boyd provides an example of the different results from using trochoidal versus traditional milling strategies.
These days, most CNC metal-cutting shops that rely on the most efficient metal removal rates (MRR) choose the trochoidal method of milling. The various Computer Aided Manufacturing (CAM) software packages on the market – from the low cost/basic set-up to the high-end, sophisticated packages – offer much more than just generating the tool path for your machining application.
However, if CNC milling is your thing, then a CAM package of some type is necessary to ensure you are fully utilising your machines’ capability. These packages all have different milling strategies depending on their brand. However they can all be categorised under a ‘Trochoidal’ method, whereby the milling tool moves in series of circular motions with an arc of engagement in the material. This method enables higher speeds and feeds compared to traditional methods.
Let’s consider an example of producing a 20mm slot in Aluminium with a BT40 spindle, CNC Vertical Machining Centre:
 Option 1 is to use a 20mm diameter 2-flute endmill (traditional method)
Option 1 is to use a 20mm diameter 2-flute endmill (traditional method)
Option 2 is to use a smaller 12mm diameter 2-flute endmill (trochoidal method)
Option 3 is to again use a 12mm diameter but 3-flute endmill (trochoidal method)
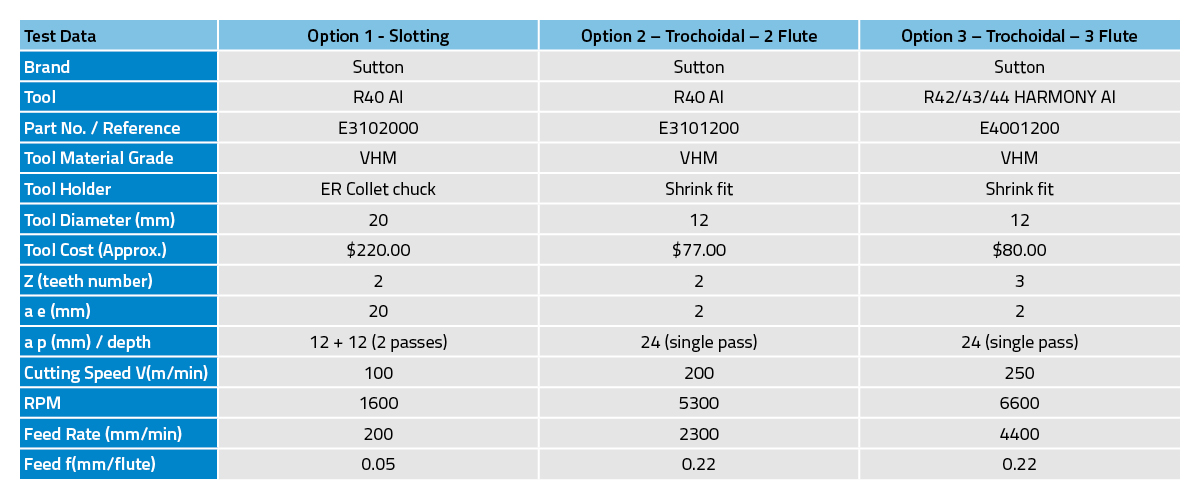
The table below shows test results of the cutting parameters of each of these three options.
Option 1 using the 20mm traditional method resulted in high vibration, an under-utilised cutting edge with two passes to get to the full depth and is – due to the larger tool size – a more expensive option.
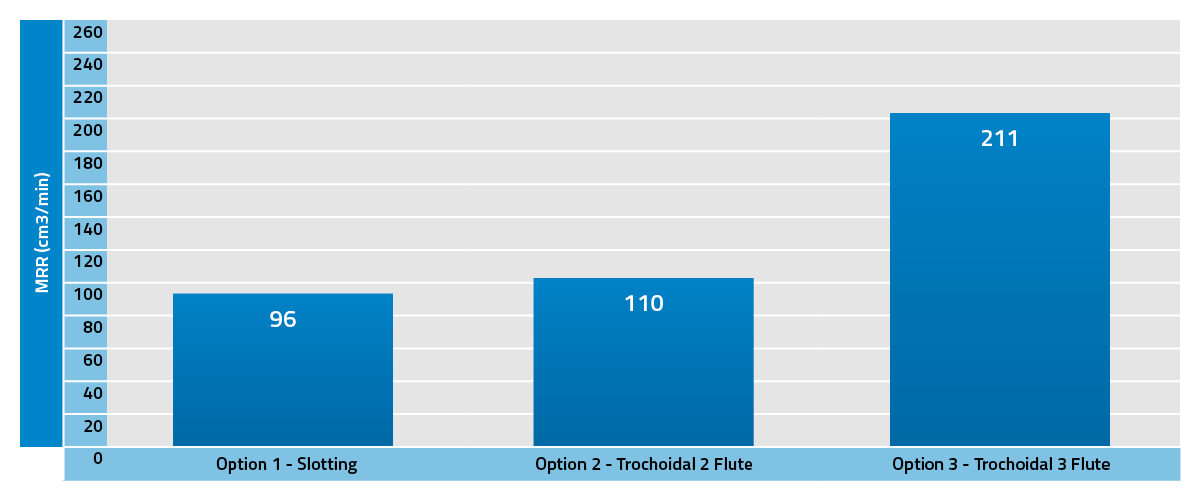
Option 2 with the 12mm 2-flute tool using a trochoidal method provided a much higher metal removal rate and smoother cut, resulting an all-round stable cutting environment as well as a lower cost tool.
Option 3 for me is the ultimate set-up, similar to Option 2 but with a 3-flute tool. The design of this tool is known as a variable helix tool and, when used with trochoidal methods whereby at least two of the cutting edges are engaged in the depth of cut (in this case ap=24mm), the variable helix design suppresses the vibration caused from the interrupted cutting action of milling. This means that greater speeds are possible, increasing the volume of material removed (MRR) dramatically.
 At Sutton Tools, we often talk about ‘Good, Better, Best’ when diagnosing the right cutting tool for an application. The above example illustrates this concept well. Our R&D Team are continuously running similar tests to determine the Good, Better or Best tooling solution for our customers’ unique requirements.
At Sutton Tools, we often talk about ‘Good, Better, Best’ when diagnosing the right cutting tool for an application. The above example illustrates this concept well. Our R&D Team are continuously running similar tests to determine the Good, Better or Best tooling solution for our customers’ unique requirements.
If you’d like help in selecting the right milling strategy and tooling, talk to your Account Manager today.